



Kalıp Özellikleri
|
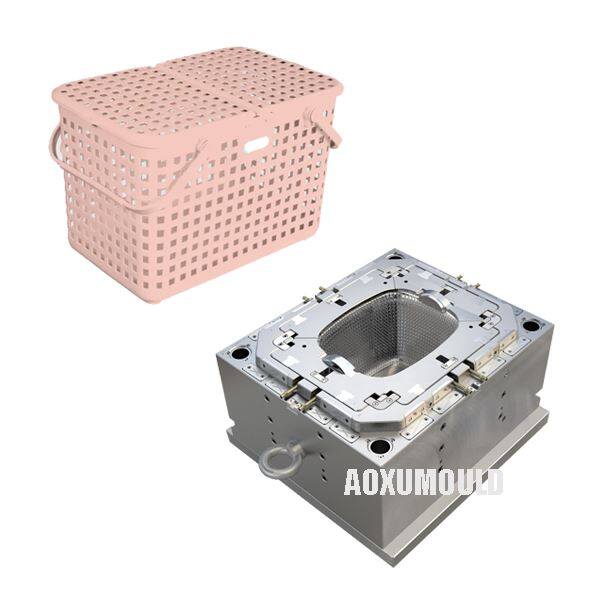
Kalıp adı |
Plastik depolama sepeti kalıbı |
|
Ürün malzemesi |
PP, plastik |
|
Ürün büyüklüğü |
450x400x420mm |
| Ürün ağırlığı | 1.5kg |
|
Boşluk için kalıp malzemesi &. Çekirdek |
P20, 718, 2738 |
|
Boşluk |
1 boşluk |
|
Enjeksiyon sistemi |
Sıcak koşucu 4 puanlık kapılar |
|
Uygun enjeksiyon makinesi |
650T |
|
Kalıp boyutu |
850x800x 860 mm |
|
Kalıp ömrü |
500'den fazla, 000 PCS |
Depolama sepetleri nasıl kalıplanır?

1. Malzeme hazırlığı
>Plastik peletler seçimi: Yaygın malzemeler arasında PP (polipropilen), HDPE (yüksek yoğunluklu polietilen) veya mukavemet, esneklik ve maliyet gereksinimlerine dayanan ABS bulunur.
>Kurutma (gerekirse): Kalıplamadan önce nemi çıkarmak için bazı plastikler (ABS gibi) kurutulmalıdır.
>Renk karıştırma (isteğe bağlı): Renkli sepetler için masterbatch veya sıvı boyalar eklenebilir.
2. Enjeksiyon kalıplama makinesi kurulumu
>Kelepleme Ünitesi: Kalıbı yüksek basınç altında güvenli bir şekilde tutar.
>Enjeksiyon ünitesi: Kalıp içine plastik eritir ve enjekte eder.
>Kalıp montajı: Depolama sepeti kalıbı (çelikten yapılmış) makineye monte edilmiştir.
3. Enjeksiyon kalıplama işlemi adım adım
1. Adım: Kalıp Kapanış
Kalıpın iki yarısı (çekirdek ve boşluk) yüksek basınç altında (sepet boyutuna bağlı olarak tipik olarak 50-500 ton) birbirine kenetlenir.
Adım 2: Plastik eritme ve enjeksiyon
Plastik peletler ısıtmalı bir namluya beslenir (malzemeye bağlı olarak 180-280 derece).
Pistonlu bir vida erimiş plastiği yüksek basınçta (500-1.500 bar) küf boşluğuna iter.
Adım 3: Soğutma ve katılaşma
Plastik kalıbın içinde soğur (soğutma süresi 10-60 saniye arasında değişir).
Kalıptaki soğutma kanalları işlemi hızlandırmaya yardımcı olur.
4. Adım: Kalıp Açılması ve Ejeksiyon
Kalıp açılır ve ejektör pimleri sepeti dışarı iter.
Karmaşık tasarımlar için (istiflenebilir sepetler gibi), striptizci plakalar ejeksiyona yardımcı olabilir.
Adım 5: İşlem sonrası (gerekirse)
Kırpma: Fazla plastik (flaş) çıkarılır.
Yüzey işlemi: Dokulama, baskı veya montaj (sepette ayrı bir kapağı varsa).
Depolama sepeti kalıbı mısSıcak koşucu kalıplama mı gerektirir?
Bir depolama sepeti kalıbının sıcak bir koşucu sistemi gerektirip gerektirmediği birkaç temel faktöre bağlıdır. İşte kısa bir profesyonel analiz:
Tavsiye:
Çoğu depolama sepeti üretimi için, soğuk koşucu sistemleri genellikle yeterli ve daha uygun maliyetlidir. Sıcak koşucular genellikle sadece aşağıdakiler için haklıdır:
1. çok yüksek hacimli üretim (100, 000+ birimleri)
2. Mükemmel kapı estetiği gerektiren premium kaliteli sepetler
3. Malzeme tasarruflarının önemli hale geldiği çoklu boşluk kalıpları (4+ boşluklar)
Teknik Konular:
1. Malzeme Tasarrufları: Sıcak koşucular koşucu atıklarını ortadan kaldırır, ancak depolama sepetleri genellikle malzeme tasarruflarının ek maliyeti haklı çıkaramayabileceği ucuz plastikler (PP\/HDPE) kullanır.
2. Parça kalitesi: Sıcak koşucular daha iyi kapı kalitesi sağlarken, depolama sepetleri küçük kapı işaretlerinin genellikle kabul edilebilir olduğu fonksiyonel ürünlerdir.
3. Kalıp karmaşıklığı: Depolama sepeti kalıpları genellikle büyük ama nispeten basit - soğuk koşucuların bakımı ve onarılması daha kolaydır.
4. Üretim Ölçeği: Sıcak koşucular için başabaş noktası tipik olarak 500 civarında gerçekleşir, 000 döngüler - Üretim hacminizi dikkatlice değerlendirin.
Çoğu üretici için, uygun geçitli (tercihen denizaltı kapıları veya tünel kapıları) iyi tasarlanmış bir soğuk koşucu sistemi, depolama sepeti üretimi için en iyi maliyet ve performans dengesini sunar. Sıcak koşucular yalnızca üretim hacmi ek 30-50% kalıp maliyet artışını açıkça haklı çıkardığında dikkate alınmalıdır.
Ürün tasarımları &. Kalıba dökmek

Depolama sepeti kalıbının yapısı nasıl tasarlanır?
1. Sepet ve kapak gereksinimlerini tanımlayın
>Kalıp tasarlamadan önce ürün özelliklerini tamamlayın:
>Boyutlar (Kapak dahil uzunluk × genişlik × yükseklik)
>Duvar kalınlığı (mukavemet ve ağırlık dengesi için tipik olarak 2-3 mm)
>Malzeme (esneklik ve darbe direnci için PP, HDPE veya ABS)
>Yük kapasitesi (kaburga takviye ihtiyaçlarını belirler)
>LID Tıklama Yöntemi (menteşeli, snap-fit veya ayrı)
2. Yapısal tasarım hususları
A. Sepet Vücut Tasarımı
>Base ve yan duvarlar:
Takviye için kaburga ekleyin (ağır yükler bekleniyorsa).
Kalıptan kolay ejeksiyon için taslak açılar (1-2 derece) ekleyin.
Havalandırma delikleri (hava akışı için gerekirse) eşit aralıklı olmalıdır.
>Tuzluluk Özelliği: Kararlı istifleme için üst\/altta birbirine kenetlenen jantlar tasarlayın.
>Kulplar: Entegre kulplar (sepetin bir parçası olarak kalıplanmış) veya kesme tutamakları.
B. Kapak Tasarımı
>Menteşeli kapak ve Snap-On Kapak: Menteşeli (Canlı Menteşe): İnce, esnek bir bölüm (genellikle PP) gerektirir.
>Snap-Fit Kapak: Güvenli bir uyum için kesin alt kesimlere ve toleranslara ihtiyaç duyar.
>Kapak takviyesi:
Çarpmayı önlemek için kaburga ekleyin.
Hava geçirmez depolama gerekliyse düz sızdırmazlık yüzeyini sağlayın.
>Sap veya Tutamalar: Kolay açılış için kalıplanmış bir sap veya parmak olukları.
3. Kalıp Tasarım Hususları
A. Ayrılık çizgisi ve çekirdek\/boşluk
Ayrılma çizgisi görünür dikişleri en aza indirmelidir (genellikle sepetin üst kenarı boyunca).
Çekirdek ve boşluk ekleri, flaştan (fazla plastik) önlemek için tam olarak hizalanmalıdır.
B. ejeksiyon sistemi
Ejektör pimleri, görünür yüzeylerde izler olmadan sepeti dışarı itmelidir.
Derin sepetler için pürüzsüz ejeksiyon için striptizci plakalar gerekebilir.
C. Undercuts (Snap-Fit kapaklar için)
Snap-FIT özellikleri için yan eylemler (kaydırıcılar) veya katlanabilir çekirdekler gerekebilir.
Canlı bir menteşe kullanıyorsanız, zayıf noktaları önlemek için uygun soğutmayı sağlayın.
D. Soğutma sistemi
Konformal soğutma kanalları, döngü süresini ve bükülmeyi azaltmaya yardımcı olur.
Tekdüze soğutma için kritik, özellikle kalın bölümler (tutamaklar, kaburgalar) etrafında.
E. Havalandırma
Uygun havalandırma, derin bölümlerde hava tuzaklarını (yanma işaretleri) önler
Kalıp bileşenleri
Kalıp çeliği

Sıcak Koşucu Sistemi

Standart parçalar

Kalıp çeliği tipi depolama sepeti kalıbı nasıl seçilir?

1. Çoğu üretici için: 718h (1.2738) tipik depolama sepeti üretimi için en iyi maliyet ve performans dengesini sunar.
Maliyet birincil endişe olduğunda: P20, daha küçük üretim çalışmaları için yeterli performans sağlar.
2. Maksimum dayanıklılık için: 500'den fazla, 000 birimleri veya cam dolu malzemeler kullanılırken H13 önerilir.
Özel Hususlar:
3. Korozyon direnci için (gıda sınıfı uygulamalar): Paslanmaz çelik seçeneklerini düşünün
4. Dokulu Yüzeyler için: 718h mükemmel sonuçlar sağlar
5. yüksek parlak kaplamalar için: H13 veya S136 gibi daha yüksek sertlik çelikleri
Paket &. Teslimat

SSS
>1. Depolama sepeti kalıbının boyutunu ve şeklini gereksinimlerimize göre özelleştirebilir misiniz?
Evet, özel gereksinimlerinizi karşılamak için depolama sepeti kalıbının boyutunu, şeklini ve tasarımını özelleştirebiliriz.
>2. Depolama sepeti kalıbını üretmek için hangi malzemeleri kullanıyorsunuz?
Kalıp tabanı: Sertleştirilmiş çelik (P20, 718, H13)
Plastik malzeme seçenekleri: PP, HDPE, ABS veya PS (sepet gereksinimlerine bağlı olarak).
>3. Bir depolama sepeti kalıbı üretmek ne kadar sürer?
Bir depolama sepeti kalıbı için üretim süresi, kalıbın karmaşıklığına ve boyutuna bağlı olarak değişebilir. Tipik olarak 45-55 günleri alır. Bununla birlikte, kalıbı zamanında teslim etmeye çalışıyoruz.
>4. Kitle üretiminden önce örnek sepetler veriyor musunuz?
Evet, tam üretimden önce onay için T1 örnekleri (ilk deneme örnekleri) sunuyoruz.
S: Depolama sepeti kalıbı için satış sonrası destek sunuyor musunuz?
>5. Ödeme Şartları Nelerdir?
TT,% 40 depozito, örnek göndermeden önce ödenecek% 30, kalıp doğumdan önce% 30 bakiye.
>6. Depolama sepeti kalıbı için satış sonrası destek sunuyor musunuz?
Evet, depolama sepeti kalıbıyla sahip olabileceğiniz sorunları veya endişeleri ele almak için satış sonrası desteği sağlıyoruz.
>7. Depolama sepeti kalıbının kurulumuna ve bakımına yardımcı olabilir misiniz?
C: Evet, optimum performansı sağlamak için depolama sepeti kalıbının kurulumu ve bakımı ile ilgili yardım sağlayabiliriz.
>8. Kalıp kalitesini nasıl sağlıyorsunuz?
Hassas işleme (CNC, EDM, öğütme)
Kalıp akışı analizi (Çözgü\/lavabo izleri gibi kusurları önlemek için)
Kalite Denetimleri (Boyutsal Kontroller, Deneme Çalışmaları)
Müşterilerin Geri Bildirimi






